I’m thinking about building a large pressure vessel for a project, and I’ve been trying to work out what exactly I can pull off with the machines available.
My current plan is to build it similarly to a tie-rod style hydraulic cylinder, with two end caps machined from steel plate and some heavy walled tubing between them, clamped with high tensile threaded rod. The end caps hopefully won’t be too difficult to turn on the lathe, but the tubing is what I’m concerned about. To simplify things, I’ll probably machine the o-ring grooves on the end caps, so the tube will only need to have the ends machined flat and square.
I’m thinking the tube will be roughly 25" long and 6" outside diameter, which would weigh about 90 lbs. That seems questionable to turn without some kind of support. I’m not super concerned about surface finish, since I could lap the faces smooth with sandpaper, but I don’t know how much weight you can safely cantilever off the lathe spindle without risking damage.
I looked around the other day and found two steady rests, one for each lathe it looked like, but neither were large enough for something this diameter. Something like a bull nose center might work if I were turning the OD, but not for facing the ends. Theoretically, I could fabricate some kind of mandrel to fit the inside and support that with the tailstock, but that would be a ton of effort and material just to hold one part.
Alternatively, I could fit it on the mill table and try to clean it up with the side of an end mill. But I doubt we have any end mills long enough to do it in one pass (or even if we did, whether that mill is rigid enough for such a large cut on steel anyway.) I could do several passes and rotate the tube between them to cover the full diameter, but I would need a way to reposition the tube very accurately to keep all the passes reasonably coplanar, and I can’t think of a good way to do that when both ends are rough sawn.
If anyone has any thoughts or ideas, please share. 
I am going to assume you know the risks associated with pressure vessels as well as testing that ought to be done.
As a weldment, a piece of posterboard wrapped around the tube will get you a square edge. You can grind to that. I assume you’ll have a small gap to achieve full penetration anyway, so getting it close enough for that should be plenty easy.
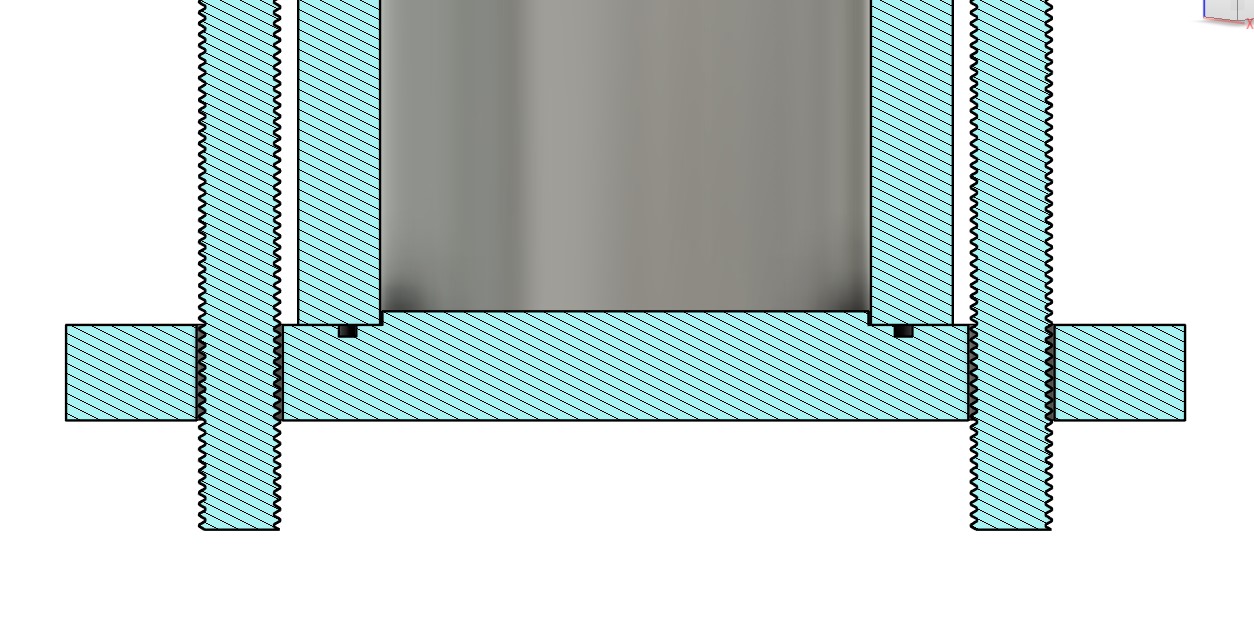
I wasn’t planning to have any welds on this. One end has to be removable, and to keep things simple, I may as well make the other end identical. Here’s a mockup to better illustrate my plan:
The ends of the tube need to be flat enough for the o-rings in the caps to make a good seal. At the pressures I’m thinking of, the allowable gap to prevent o-ring extrusion seems to be on the order of thousandths of an inch. (I think I can mitigate that somewhat with high durometer square o-rings, but it still needs to be close.) I can probably compensate for some roughness by lapping the surface with abrasives, but I don’t think there’s any way around machining (or machine grinding) it first.
In that case, you can do it on the mill with a rotary table but you’ll have to get creative on supporting the rotab off to the side. The mill/drill isn’t all that heavy either, so it could become a tipping hazard. Could be an opportunity for somebody to build a bigger steady for the Logan, too. If only I needed another project…
I just had a silly idea. I pulled the chuck off my mini lathe, and it seems to be about the right size to grip the inside of the pipe with the jaws inverted.
I could maybe put this in the tail end of the tube, expand the jaws out until they grip it, center it (which would be a pain), then put a live center in the middle of the backplate (I’d cut a 60° chamfer for it ahead of time.)
Think that might work?
I think that’s a great idea! You might want to add four equal-length metal rods and two circles of plywood with four holes each, so your live center can push harder on the little four-jaw without pushing it down the pipe. Please post pictures, including when you’re doing the preliminary work with the little four-jaw chuck chucked up in the big four-jaw chuck, heh. That will be something you don’t often see.