Good news and bad news.
The high leg has been lowered, so in theory the table is level.
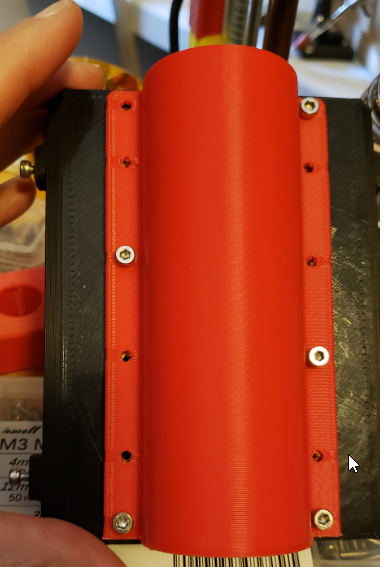
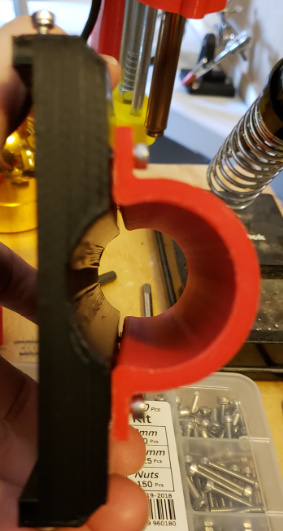
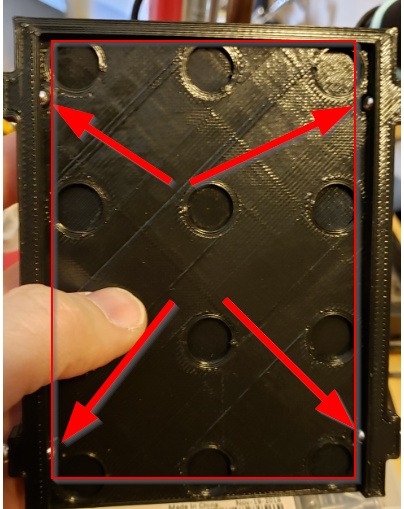
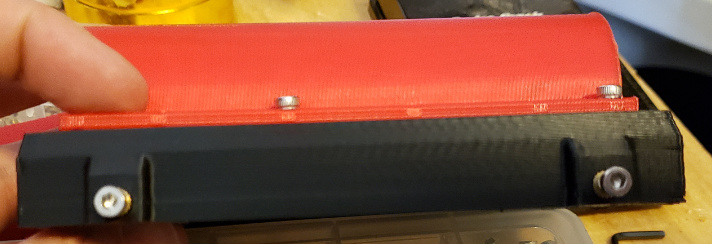
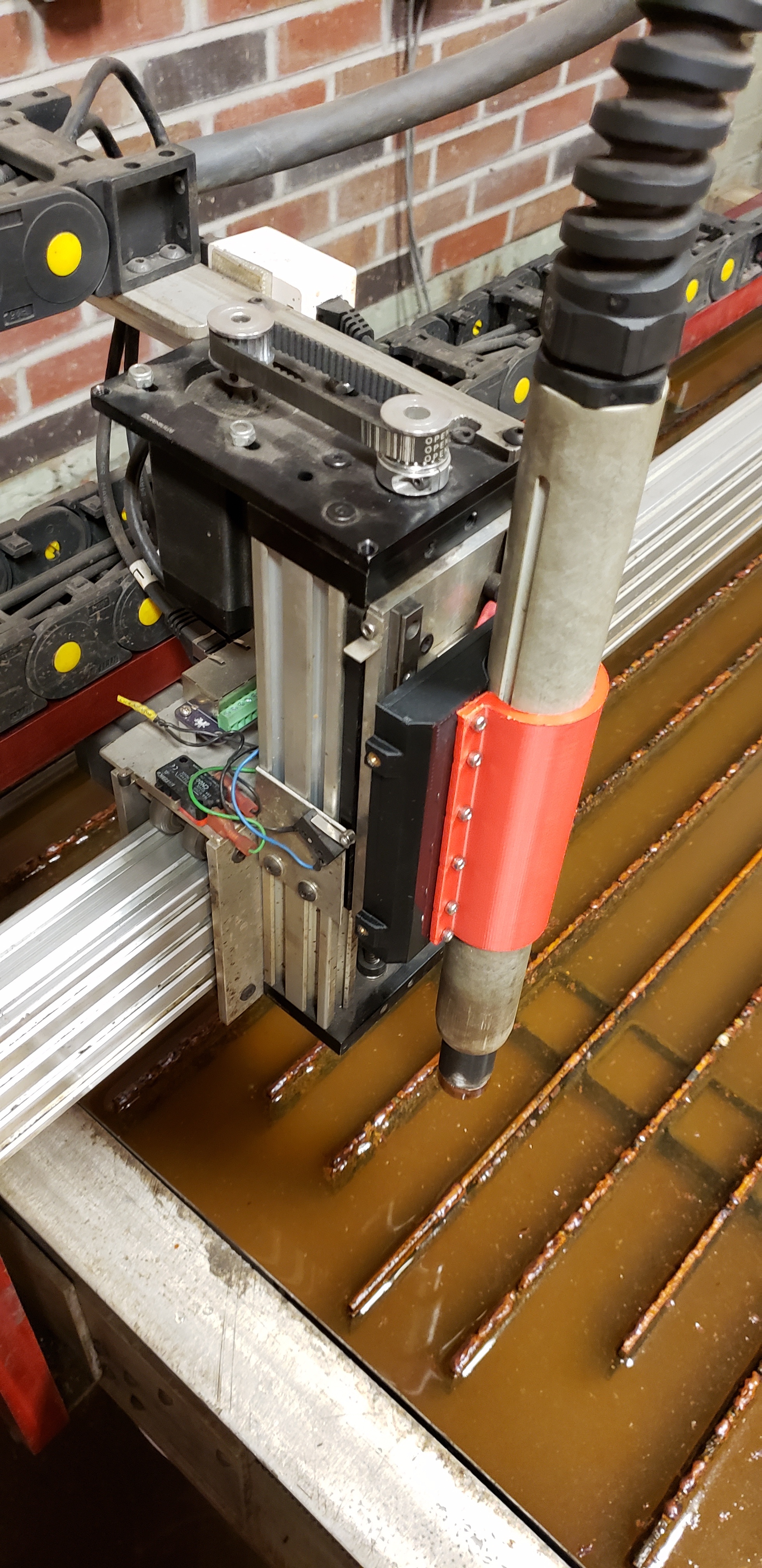
Version two of the mount is working better in some ways, not as good in others. The many smaller magnets do keep it attached, but it pops off too easy for my tastes. The adjustment do provide fine adjustment side ti side but are too shallow, so they act as a wedge and pull the magnets away from the metal plate too easy. I went with the fall back plan, and added some double stick tape to keep it attached. It should work for a few days until I can get back to it.
I have larger magnets, but they seem too large, but it is hard to tell without trying it out on the real thing. The torch is quite long, and is a very good lever, so it easy to pull it off if you try
As I had the torch upside down, and I was staring down the barrel. I saw that there was a buildup of stuff at the top of the black section meets the main gray body of the torch. I cleaned it out, and you can see the screws again. After clearing it out there are vent holes. I don’t know if they are for drawing in outside air, or exhaust holes.
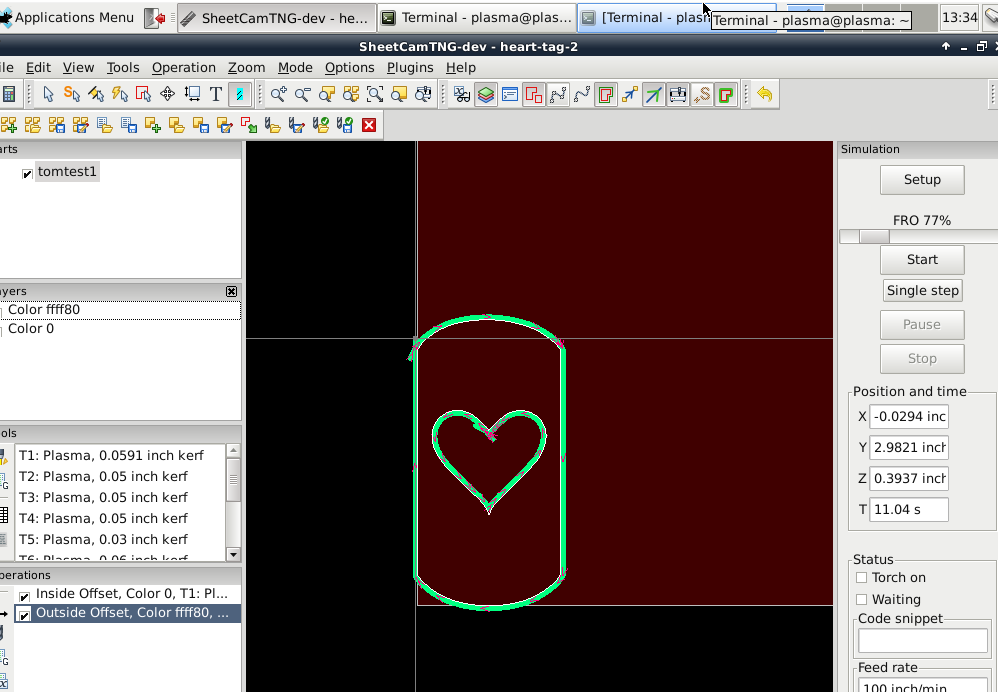
I did a test cut. I found the smallest example file on the drive. Sheetcam is still not launching. I plan to reinstall to try to fix it. I will try to reinstall it an evening this week. If not it will have to wait until next weekend.
For now you will need to use fusion 360 ( on the wiki http://makeict.org/wiki/CNCPlasmaCutter#Fusion_360). It is not the easiest way to do it, but it did generate a file. I forgot my flash drive at home so I was not able to test it.
The Bad news of the day
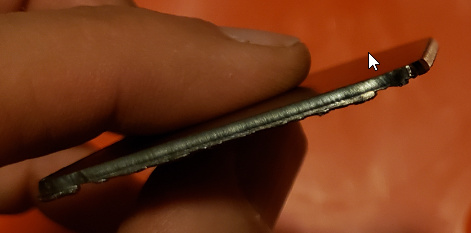
When I was on the floor trying to see why the leveling nut on the table let would not turn any further I found there is a tiny leak in the pan. Not a ton, just two drops hanging from the bottom of the pan on the seam, and small spot on the ground.
If anyone has a magical ideas how to track down a tiny hole in a 48" long soldered and riveted seam let me know. I thought about taping a tube on the underside along the seam and apply compressed air in to look for bubbles on the topside.
I was planning to drain and swap the water in the pan anyway. Until I get better feedback about what to put in the table it would be better to run plain tap water then a low concentration of the rust inhibitor and what it breaks down into.
Thank you Tom R for coming down, and helping me out today.